
HU-051新手初级识别插件焊接包
HU-051新手初级识别插件焊接包
Ⅰ.焊接说明
1、选择0.8mm左右含松香的焊锡丝,选用30W或40W的尖头或刀口电烙铁都可以进行焊接。
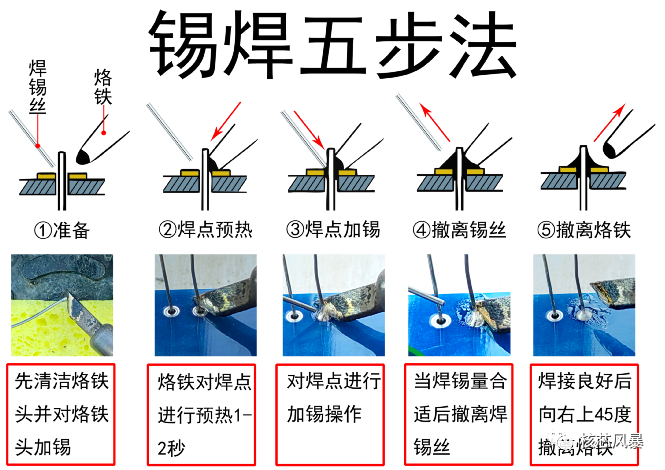
2、用锡焊五步法进行焊接操作: 
Ⅱ.元件清单BOM
|
序号 |
名称 |
数量 |
备注 |
|
1 |
直插1/4W随机电阻 |
4 |
阻值随机 |
|
2 |
直插1/2W随机电阻 |
1 |
阻值随机 |
|
3 |
直插1W随机电阻 |
1 |
阻值随机 |
|
4 |
直插2W随机电阻 |
1 |
阻值随机 |
|
5 |
直插随机电解电容 |
4 |
容量、尺寸大小随机 |
|
6 |
瓷片电容0.01UF/103 |
4 |
|
|
7 |
直插三极管 S9014 TO-92 NPN |
1 |
|
|
8 |
IN4007 直插二极管DO-41 |
1 |
|
|
9 |
直插开关二极管 1N4148 DO-35 |
1 |
|
|
10 |
5mm发光二极管 白发红LED |
4 |
|
|
11 |
直插红光发光二极管 3mmLED灯 |
2 |
|
|
12 |
随机直插 DIP8 8P芯片 |
1 |
型号随机 |
|
13 |
电木材质 冲压5*7洞洞板 |
1 |
Ⅲ.不良焊点的识别
常见的不良焊点:

1、良好的焊点:一个良好合格的锡焊焊点应具备:焊盘上的焊锡分布均匀、焊锡饱满、露出元器件引脚、焊锡量合适、目视呈圆锥形、冷却后呈银白色、无异物的特点。从而电子元器件焊接的稳固性和良好的导通性能,(见图3-1)

图3-1(焊接良好的正常焊点)
2、不良的焊点:不良的锡焊焊点包括:虚焊(假焊)、连焊(桥连)、锡尖(拉尖)、锡孔、冷焊、焊盘及焊点脱落(翘起)、有异物、少锡、多锡和漏焊等焊接不良现象。容易造成电气设备短路、接触不良、性能异常、发热严重、起火等事故发生。
⑴虚焊(假焊):焊锡分布不均匀、明亮圆球状、不上锡、器件松动、焊锡与焊点不融合、焊锡未填充间隙等,见图3-2。

图3-2(常见虚焊)
造成不良原因:烙铁温度不够、焊锡丝熔点过高、助焊剂使用过量或质量不合格、焊点和焊盘脏污或氧化、加热时间不够。
不良导致后果:开路(断开)、起火花、接触不良、强度不够、元器件松动或不能正常工作。
⑵连焊(桥连):引脚相互触碰、焊锡相连,见图3-3。

图3-3(连焊)
造成不良原因:烙铁温度不够、焊锡丝熔点过高、焊锡氧化、长时间或重复加热焊接、烙铁撤离不正确、元器件引脚预留过长。
不良导致后果:电气设备短路、损坏元器件。
⑶锡尖(拉尖):焊锡被拉出尖角,见图3-4。

图3-4(锡尖)
造成不良原因:烙铁温度不够、焊锡丝熔点过高、焊锡氧化、长时间或重复加热焊接、烙铁撤离不正确。
不良导致后果:造成连焊(桥连)短路、外观不良、影响后续装配。
⑷锡孔:焊锡有气孔、气泡、器件松动,见图3-5。

图3-5(锡孔)
造成不良原因:焊锡丝有杂质、助焊剂水分过高、焊点焊盘有脏污或水分。
不良导致后果:造成虚焊、强度不够、导通性差、工作发热。
⑸冷焊:焊锡有气隙、呈豆腐渣状,见图3-6。

图3-6(冷焊)
造成不良原因:烙铁温度不够、焊锡丝和助焊剂质量差、焊点凝固过程中有移动或振动。
不良导致后果:虚焊、接触不良、导通性差、强度不够、工作发热。
⑹焊盘和焊点脱落、翘起:焊点、焊盘、过孔铜箔脱落或翘起,见图3-7。

图3-7(焊盘和焊点脱落、翘起)
造成不良原因:烙铁温度过高、长时间加热、未使用助焊剂、重复多次焊接、暴力装卸元器件、刀刮、穿刺过孔或焊盘。
不良导致后果:虚焊、接触不良、开路(断开)、电路板损坏。
⑺焊点异物:焊点上有异物、氧化物,见图3-8。

图3-8(焊点异物)
造成不良原因:焊点和焊盘脏污或脱落、烙铁头未清洁、助焊剂氧化严重。
不良导致后果:开路、短路、外观不良、虚焊、导通性差、元器件松动、工作发热。
⑻少锡:锡量未布满焊盘或引脚、焊点扁平,见图3-9。

图3-9(焊点少锡)
造成不良原因:加锡量不够、焊点和焊盘脏污、氧化。
不良导致后果:元器件松动、强度不够。
⑼多锡:锡量溢出焊盘、完全包裹预留引脚、焊锡触碰相邻焊点,见图3-10。

图3-10(焊点多锡)
造成不良原因:加锡量过多、焊锡丝熔点过高、助焊剂使用不当。
不良导致后果:连焊、虚焊、短路、外观不良、影响后续装配。
⑽漏焊:焊点遗漏焊接,见图3-10。

图3-10(焊点漏焊)
造成不良原因:遗漏焊接、焊接速度过快、焊点焊盘脏污或氧化、助焊剂使用不当。
不良导致后果:未导通、接触不良、开路、不能正常工作。
⑾残锡:电路板板面残留锡渣,见图3-11。

图3-11(电路板残锡)
造成不良原因:烙铁温度过高、焊锡氧化、重复焊接、助焊剂使用不当。
不良导致后果:连焊、短路、外观不良。
⑿助焊剂过量使用:助焊剂溢流、污染其它焊点、污染电子元器件,见图3-12。

图3-12(助焊剂过量使用)
造成不良原因:过量使用助焊剂。
不良导致后果:虚焊、污染元器件、导通不良、外观不良。
3、焊接不良
焊接不良是指:有极性的电子元器件(如二极管,有极性电容,蜂鸣器等)极性反向装配、芯片和三极管方向反装、元器件焊接位置错误、反插、浮起、板面脏污等,包括不良焊点在内的装配不良现象。见图3-13。

图3-13(各种焊接不良现象)
出现不良焊点现象的修理:
在焊接的过程中,出现焊接不良的现象是不可避免的,正常的不良现象(如虚焊、锡孔、多锡、少锡和连焊等)我们只需要用烙铁蘸取少许松香或重新加锡进行补焊即可,连焊时禁止用刀或其它硬物强行刮开。如果是焊盘浮起或脱落,断点较近的可以用镊子、美工刀刮开线路上的油漆,然后进行搭连焊接,距离较远时可以用一段合适的导线(一般用漆包线)进行飞线焊接。如果是元器件反插、正负极焊反、方向安装错误,型号焊接等错误的,需要拆除错误的元器件后再重新进行焊接装配。
更多锡焊资料和常见元器件识别详见以下连接,可以点击、复制到浏览器或识别二维码进行查看
https://mp.weixin.qq.com/s/6sziOoNPYcKGbU59MjpKaw



